






8月上旬,普罗生物技术人员受邀前往山东某医药化工企业进行技术回访。普罗工程师于2020年在该企业通过小试验证了倍活硝化菌种对高氨氮废水的处理效果。后续,通过在系统中投加普罗生物倍活硝化菌种,使得该企业生化系统出水氨氮从约150mg/L以上降至个位数并持续稳定运行。之后,该公司始终采购我司产品以预防冲击。

普罗生物工程师前往现场后,就系统运行状况、近期数据分析以及运行注意事项等与业主进行了充分交流,并就紧急性负荷冲击时如何使用我司产品提出了一些针对性建议,为企业污水系统持续稳定运行保驾护航。

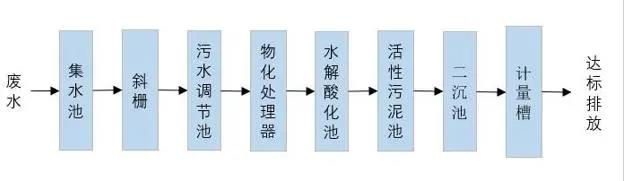
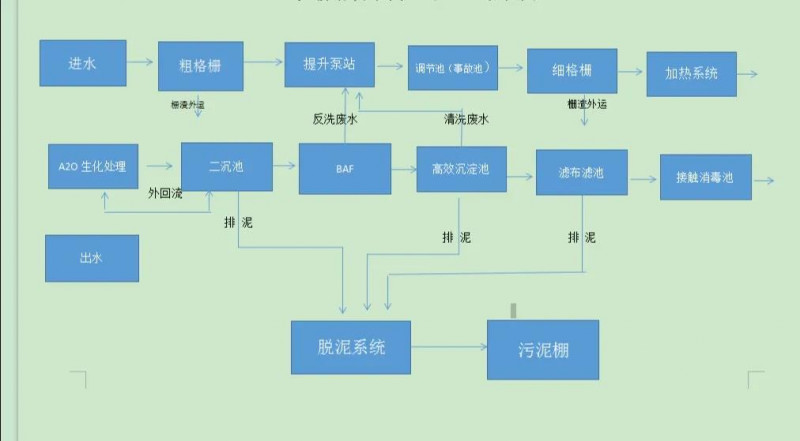
某制药企业污水处理系统处理量为200m³/d左右,主体工艺为“预处理(厌氧+物化)+缺氧池+好氧池+二沉池+MBR”,生化系统进水水质为:COD约2000mg/L,NH3-N约400mg/L,TN约500mg/L;排放标准为:COD<480mg/L,TN<35mg/L,NH3-N<20mg/L。由于系统进水异常,硝化系统受到冲击,生化系统几乎没有脱氮能力。 普罗生物技术人员现场勘查后,决定投加我司倍活高效硝化菌以快速恢复系统硝化反应。普罗生物技术人员持续进行现场技术服务,菌种投加后一周,该企业生化系统的硝化反应恢复正常,出水氨氮由约230mg/L降至5mg/L以下,为客户解决了出水氨氮超标的问题,大幅度缓解了环保压力。 某造纸企业污水处理系统处理水量约为30t/h,其污水处理系统工艺流程如下: 近日,该企业出现出水总氮超标现象,为解决该问题,该企业邀请普罗生物工程师前往现场进行技术服务。普罗生物工程师到达现场勘查后,建议业主采用我司产品实施生物增效技术结合工艺调整快速完成反硝化反应的建立与强化,恢复系统正常运行。 投加普罗生物生物菌酶 BN、水解酸化菌、反硝化菌种、反硝化促进剂四种产品并配合工艺调整后,现场生化系统各段处理效率得到有效提升,水解酸化池泡沫明显增加,缺氧池出水硝酸盐显色逐渐变淡直至消失,系统出水总氮稳定达标。 近日,普罗生物工程师前往某石化企业进行技术交流,就现场工艺、运行情况以及遇到的问题与该企业工作人员进行了充分交流。 经过实地考察后,普罗生物工程师针对现场存在的问题向业主推荐了倍活除COD菌、倍活UASB菌、生物活性氮三种产品,建议业主通过投加这些产品强化现场生化系统,保障出水的稳定达标。 某市政污水处理厂日处理水量约8000t,污水处理系统工艺流程如下图: 近日,该企业出水总氮持续偏高,普罗生物工程师应邀前往现场进行技术交流,经进行实地勘察后,结合运行数据对污水处理系统存在的问题进行了分析、提出了运行建议并推荐了我司相关产品。








 官方公众号
官方公众号 官方小程序
官方小程序